In the framework of the 2020 Microsoft Envision Forum: Manufacturing, we had the opportunity to discuss how manufacturers are addressing innovation in their factories, sharing our experience on the topic as well. After the event, it was more evident than ever how important it is for manufacturers to boost digital transformation.
In order to stay competitive, it is crucial that industries invest in technological innovation. This translates to digitalization, i.e. modernizing operational processes taking advantage of the technologies that are now available to improve efficiency, with a special focus on data analysis.
Moving toward the future
To illustrate the problematics manufacturers are facing, the best is to use a real-life example.
Two years ago, ALPLA, the world-leader manufacturer of plastic packaging solutions, was opening more and more factories abroad. For many manufacturers, production is increasingly shifting into dispersed locations; the global market for consumer goods is changing, and the rising pressure for keeping the costs low makes it necessary to distribute production, bringing it closer to the consumer geographically.
At the same time, ALPLA was looking for a solution that allowed them to leverage their existing technology. Easy scalability and cost-efficiency are also a must for manufacturers: digitalization projects should make things easier and cheaper, not the opposite.
The problems of traditional data management
As it is the case for many manufacturers, ALPLA quickly found out that traditional data solutions were not going to be able to solve their problems. In an industrial environment, sensor data are produced at a massive scale; traditional solutions quickly hit a scalability limit, and the costs rise exponentially.
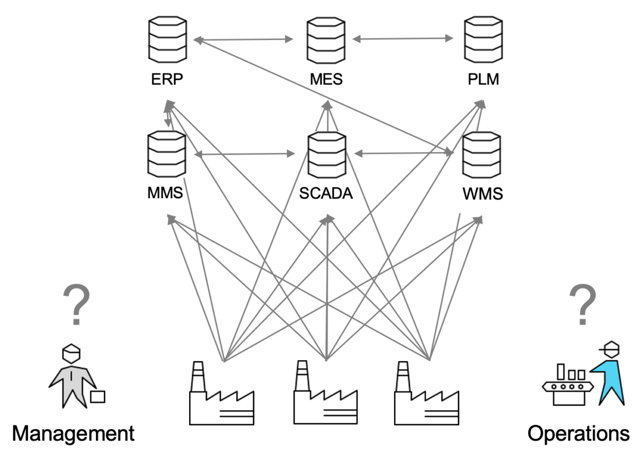
The challenge is not only the data volume. Production lines produce all kinds of data types that need to be analyzed holistically. From the dataset perspective, this can be an easier problem to solve for only one factory... But when we are talking about many factories (each one with many production lines), traditional technologies really struggle.
The goals of digital transformation
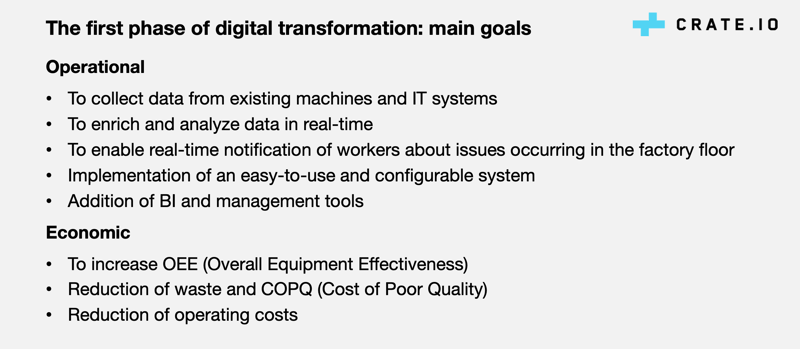
When ALPLA decided to start its Industry 4.0 project, the goal was to be able to collect the required data from existing equipment and systems, without making significant changes or huge investments at the plant level. ALPLA also wanted to extract the information from the data easily, send it to the cloud, and to notify the workers in the factory floor in real-time about existing problems and how to solve them. This all needed to be done with a system simple to configure, without the need of having engineers involved.
Technological innovation = reduction of costs
When manufacturers try to adopt industry 4.0, they usually do it with the data technologies they were using before. However, since these technologies are not purpose-built for industrial IoT, they get poor results; to adopt industry 4.0 is then categorized as unrealistic.
Instead of giving up, ALPLA realized they needed a technology partner that could provide a solution purpose-built for the problematics of the industry. They needed a company that could build the database technology necessary to solve their data challenges; on top of that, they needed to develop an analytics platform. Crate.io offered them both.
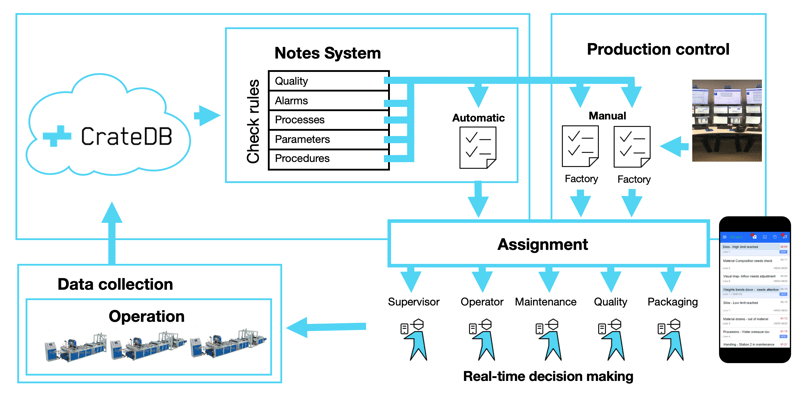
Today, CrateDB is being used on 190 ALPLA production lines distributed through 18 factories in the United States. Soon, the solution will be expanded to other facilities in other countries. Processes are remotely monitored, with workers being notified with real-time information. And since ALPLA can now visualize multiple plants from a single location, the need for skilled personnel is reduced.
The operational efficiency has improved tremendously, causing a considerable cost reduction and using a solution that transparently and homogeneously works across countries, enabling ALPLA to consolidate its data in one global store.
After the implementation of CrateDB and the Analytics Platform,
- Problems are now recognized and solved in real time
- Manual inspection processes are eliminated or significantly reduced
- Transparency is increased
- Training time is reduced
- Specialized support is less needed
- The application is rapidly deployed via CrateDB and Azure
- The solution is easy to use and to scale
What's next?
We are only scratching the surface of what Industry 4.0 can offer, and ALPLA knows it. In the future, they plan to include tens of thousands of sensors per factory, with even more raw data being collected. AI and ML technologies will be broadly implemented to predict future problems. And the operations will be further automated, allowing the platform itself to take care of the corrective action items.
What only two years ago seemed like an unrealistic, unthinkable approach, it's now is on the hands of any production manager. The digital transformation of the industry is already a reality.
Additional resources
If you are ready for more about our experience with industry 4.0, check this webinar.
You can also read the story that Microsoft published about us.
And if you are a German speaker, here you have the full recording of our Microsoft Envision Forum contribution:
